
Still Getting the Sludge Out
Enduring DenseSludge™ process reduces volumes 90%
More than 30 years after its introduction, DenseSludge™ is still going strong.
The technology enables mines to successfully reduce the cost of water treatment and sludge management from their Acid Mine/Rock Drainage (AMD/ARD) systems. AMD/ARD from operating mines and abandoned mine sites require treatment to prevent adverse impacts to rivers and streams, which can produce significant volumes of sludge. Many AMD/ARD systems operating in the U.S. face increasing constraints on their sludge storage capacities whether they are impounding the sludge above or below ground.
The DenseSludge™ recycle process forms particles that settle quickly, dewater readily, and hold little water. The result is a reduction in sludge generation by nearly 90% and production of a drier sludge, which reduces the volume of water that returns to the mine pool for re-treatment. The technology has enabled mining companies to extend the life of existing sludge storage facilities and reduce requirements for building of new storage.

First mining application
Initially developed to treat metal-bearing wastewaters in the steel industry, the first application at a mine came in the mid-1990’s. The mine’s owner, a producer of high-BTU bituminous coal in the United States, sought a solution for better sludge management at the mine site, located in the Eastern panhandle of West Virginia. A 2,000-gpm demonstration plant retrofitted by Veolia to an existing AMD treatment facility demonstrated the benefits of the DenseSludge™ process and provided design criteria for a new, larger facility.
The new full-scale facility was constructed downstream of the demonstration plant on a former coal refuse disposal site. Still operating today, the facility treats effluent from two deep well pumps, surface runoff and coal refuse leachate. Although designed for a flow rate of 9,000 gpm, operational experience has shown that the plant can handle more than 12,000 gpm.
The plant has enabled the mine to achieve consistent compliance with the discharge limitations. Cost savings are generated from reduced sludge volumes, by as much as 90%, as well as reduced water treatment, gypsum deposits on treatment equipment and tanks and lime usage.
Non-conventional solution
While the DenseSludge™ process itself is not new, sophisticated automation, including advanced online monitoring, measuring and control technologies, provide highly efficient AMD wastewater treatment, requiring minimal input to operate the plant.
The process differs from conventional metals treatment in a number of ways. The most significant difference is the method by which the alkali source is added. In conventional treatment systems, the alkali is added directly into the influent to achieve a desired pH setpoint. Generally, that setpoint is the pH at which the minimum solubility occurs for the target metal(s), or at the pH where discharge limitations can reliably be met.
In the DenseSludge™ process, (see Figure 1) the alkali source is combined with recycled sludge before being combined with the influent. The sludge particles react with the alkali to provide attraction sites for the removal of metals. This causes the sludge particles to become layered like an onion and enhances crystallization. The net effect is that the sludge consists of particles that are more crystalline and less amorphous than those created in a traditional AMD/ARD treatment system. Crystalline sludge carries less water and more solids per unit volume and is therefore denser and dewaters better, resulting in a decrease in sludge volume.
FIGURE 1
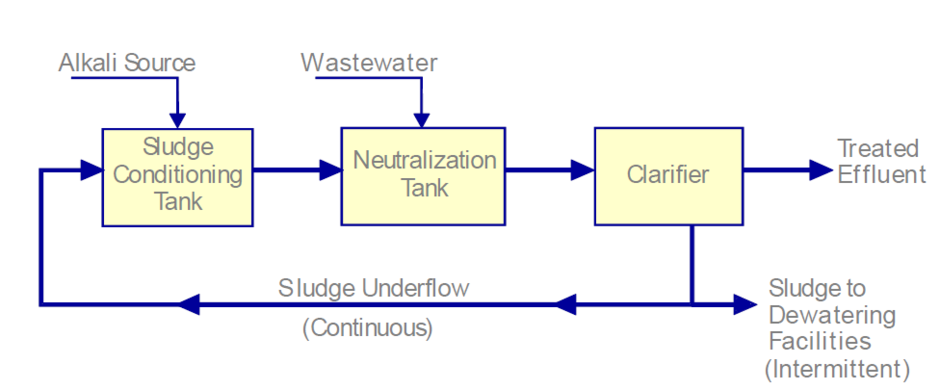
Through a series of steps, the continued recirculation of sludge ultimately converts the metal hydroxides to oxides. Sludge for recirculation is withdrawn from the solids settling unit and pumped to the sludge-conditioning tank where it combines with the alkali source.
The resultant mixture of sludge and alkali is then directed to a neutralization tank where it combines with the influent. For typical AMD/ARD applications, the neutralization tank is aerated to oxidize iron from the ferrous to ferric state. The demand for alkali is controlled by the system pH setpoints. The recirculation of the sludge enables the system to utilize unreacted alkali in the sludge, enabling more rapid and efficient dewatering and pumping and minimizing lime usage and its associated cost.
Sludge generated in the solids settling unit is recirculated constantly at a rate sufficient to meet the constraints of the DenseSludge™ process. To maintain the system’s equilibrium, the sludge is removed from the system periodically when it reaches a certain high density set-point. A number of methods are used to dispose of the sludge, most typically into directional boreholes.
Conserving natural resources
The well-proven technology continues to deliver impressive results. In Pennsylvania, a Veolia- designed treatment facility enabled the state’s Department of Environmental Protection to recently achieve its goal of restoring the water quality of the Bennett Branch tributary of the Susquehanna River to sustain sport fishing. The facility treats highly polluted AMD from four underground coal mine complexes that had been draining into Bennett Branch and its tributaries.
To treat the AMD, Veolia conducted treatability studies and designed a centralized treatment process and system based on DenseSludge™ technology. Veolia partnered with Civil & Environmental Consultants, Inc. (CEC) for the design of the civil work, including design of the collection system, sludge disposal system, a polishing basin for the effluent and building architecture. Veolia’s work scope included the treatability studies, process design, equipment specifications, general plant layout, the basic mechanical design for the treatment plant, and electrical and instrumentation/controls for the entire project. Veolia also assisted with startup of the treatment process.
Treating an average of 2,000 gallons a minute and operating 24/7, the DenseSludge™ system has enabled the facility to meet its highly stringent discharge parameters and allowed the water quality of the Bennett Branch to be restored to a level that supports a viable sport fishery.
Veolia-installed DenseSludge™ AMD/ARD treatment systems worldwide, including more than 10 in the United States, are enabling mines to comply with discharge restrictions and reduce costs while preserving precious water resources.
Key benefits of DenseSludge™ process
- Reduces sludge volume in clarifier underflow by 90%
- Minimizes lime usage and associated cost
- Decreases sludge flow back to the mine pool, reducing re-treatment costs
- Removes manganese, iron and most other metals at a lower pH than predicted by theoretical solubility curves
- Minimizes calcium sulfate (gypsum) and calcium carbonate (calcite) scaling
- Provides consistent pH control
- Lowers depth of sludge blanket in the clarifier, reducing torque