
Applying Evaporators & Crystallizers to Fertilizer Production
Veronique Bourgier, PhD, Karen Schooley and Rob Lawson, of Veolia Water Technologies HPD Evaporation and Crystallization, explain the main applications of evaporators and crystallizers in the fertilizer industry - particularly in potash production. These include manufacturing fertilizers from raw materials, and the recovery of fertilizers as valuable by-products from waste streams and other processes.
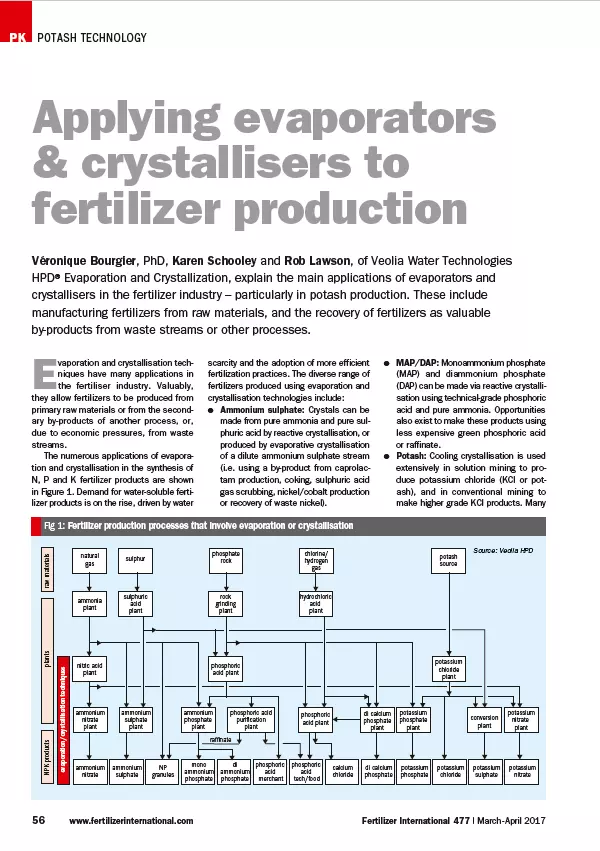
Evaporation and crystallization techniques have many applications in the fertilizer industry. Valuably, they allow fertilizers to be produced from primary raw materials or from the secondary by-products of another process, or, due to economic pressures, from waste streams.
There are numerous applications of evaporation and crystallization in the synthesis of N, P and K fertilizer products. Demand for water-soluble fertilizer products is on the rise, driven by water scarcity and the adoption of more efficient fertilization practices. The diverse range of fertilizers produced using evaporation and crystallization technologies include:
Ammonium Sulfate
Crystals can be made from pure ammonia and pure sulphuric acid using reactive crystallization or produced by evaporative crystallization of a dilute ammonium sulfate stream (i.e. using a by-product from caprolactam production, coking, sulphuric acid gas scrubbing, nickel / cobalt production or recovery of waste nickel).
MAP/DAP
Crystalline mono-ammonium phosphate (MAP) and di-ammonium phosphate (DAP) can be made via reactive crystallization using technical grade quality phosphoric acid and pure ammonia. Opportunities also exist to make these products using less expensive green phosphoric acid or raffinate.
Potash
Cooling crystallization is used extensively to produce potassium chloride (KCl or potash) from solution mining or it is used to make a higher grade KCl product from conventional mining. Many of the potassium deposits contain sylvinite (a double salt of NaCl and KCl). Therefore, sodium chloride removal from the process via the use of crystallization can be a major portion of the process plant required to recover the valuable potash material.
SOP
Potassium sulfate (SOP) demand is increasing due to its greater use (and higher selling price than potassium chloride) as a fertilizer on high-value crops such as tobacco or nuts. This can be made via multiple approaches, often involving crystallization steps.
Nitrate-based Fertilizers
Evaporation is used to concentrate ammonium nitrate and to produce products such as potassium nitrate and calcium nitrate.
Phosphoric Acid
Evaporation is used to concentrate dilute phosphoric acid into a sellable product, or as raw material for phosphate fertilizer production.
Calcium Chloride
Calcium chloride waste streams generated from the phosphoric acid process can be concentrated using evaporation technology to generate a saleable product.
Evaporator And Crystallizer Process Options
There are multiple processes available to achieve evaporation and crystallization. These processes include evaporation, evaporative crystallization, cooling crystallization and reactive crystallization. The process that is implemented depends on the raw materials, desired end-product quality, physical properties of the materials and any specific project criteria.
Evaporation / Evaporative crystallization: Evaporation is the removal of solvent, i.e. water vapor, which results in concentration of the solute, which is usually the desired product. As water is evaporated, the concentration of dissolved salts increases. Examples using evaporation in the fertilizer industry include concentrating phosphoric acid or calcium chloride, or pre-concentrating dilute streams prior to crystallization.
Cooling crystallization: Compounds with a relatively steep normal temperature-dependent solubility are easily crystallized in cooling crystallizers. A hot saturated solution is cooled, creating supersaturation which results in crystallization. The cooling is most often achieved by flashing the water vapor under vacuum. The main driving force for the crystallization is the cooling of the solute, but some concentration also occurs as water vapor is removed. This type of crystallization is prevalent in potassium chloride production.
Reactive crystallization: This is a process where two species are mixed together resulting in a chemical reaction to form a crystalline product. This type of crystallization is used to make ammonium sulfate from ammonia (either gaseous or liquid) and sulphuric acid, or MAP / DAP by reacting ammonia with phosphoric acid. Typically, relatively pure reactants are used in these types of crystallizers. However, there is increasing interest in using less pure (and less costly) compounds or waste streams for these applications.
Equipment Types
The most common types of equipment used for the fertilizer industry or as follows.
Falling film evaporation is typically used to concentrate a solution in non-scaling applications. It is often used to pre-concentrate a stream prior to a separate crystallization process and can be used to concentrate highly soluble salts, such as calcium chloride, to make high concentration solutions.
A forced circulation crystallizer, is a mixed suspension, mixed product removal (MSMPR) crystallizer since the slurry is well mixed and uniform throughout the system. This approach is used for applications where it is easy to grow large crystals or where particle size distribution of the product is not critical. Forced circulation crystallizers are often used for the sodium chloride crystallization in potash recovery from sylvinite deposits.
The draft tube baffle (DTB) crystallizer or HPD partitioned internal circulation (PIC) crystallizer is commonly used in the fertilizer industry. This type of crystallizer is used in applications that require narrower crystal size distribution and larger crystal size. These crystallizers are common for potassium chloride, ammonium sulfate, MAP / DAP production, among others.
The Oslo type or HPD Growth™ crystallizer design is a classified suspension classified product removal (CSCPR) crystallizer with well-developed bed fluidization and circulation of a magma, or crystal slurry.
The fluidized bed provides classification of the crystallizer inventory by crystal size. The classification advantages of an HPD Growth™ unit have been demonstrated in applications from high purity to fertilizer grade potassium chloride and from by-product to high purity ammonium sulfate.
Equipment Configurations
There are multiple ways to configure equipment for evaporation and crystallization in order to maximize project economics and process efficiency. Factors that must be considered in the design are:
- Utility (steam, power and cooling water) availability and costs.
- Capital equipment sizing and metallurgy.
- Installation costs.
- Process requirements.
- Environmental constraints.
In a steam-driven system, steam is introduced into the heater in order to transfer the heat from the steam to the solution that is being concentrated in the heater tubes. The vapor that is generated as a result of evaporation must be condensed in a water or air-cooled condenser. The multiple-effect process improves the energy efficiency by using the vapor that is generated as the heat source to evaporate additional water at a progressively lower pressure in each additional effect. This greatly increases the steam economy, which is the amount of water evaporated per the amount of steam used. If high-pressure steam is available, it is possible to reduce the steam consumption by using a thermo-compressor.
Mechanical Vapor Recompression (MVR) uses electrical energy in lieu of steam to drive the evaporation. The water that is evaporated is compressed using a mechanical vapor compressor. The resulting higher pressure vapor is used in the heater to drive the evaporation. This results in much higher energy efficiency than a steam-driven system and is beneficial where steam or cooling sources are limited.
The multiple-stage vacuum flash configuration is often used for products that have an inverse solubility. The crystallizers use adiabatic cooling, i.e. the evaporation caused by the vacuum in the crystallizer cools the liquor. The product precipitates as a result of the cooling. This is a typical configuration used for KCl production.
Process Challenges
Often it is imperative to perform bench or pilot-scale tests to develop or confirm the design parameters, using ideally the actual feed solution expected for the commercial plant, or if not available, a synthetic solution.
The process challenges to design a commercial plant are:
- Production of high quality product salts: Fertilizer products may have specific crystal habit, size or purity requirements.
- Adaptation to environmental constraints (limitation on waste liquid or other discharge to the environment, limited energy supply or cooling media supply, etc).
- Valuable product recovery from waste streams or by-products.
- Heat integration and water balance optimization: Some of the processes, such as potash from solution mining, have large recycle flows and very high energy demands on the system. For these systems, it is imperative to consider a system with a highly integrated heat balance.
- Choice of materials of construction: Balance between resistance to the corrosive environment (feed or mother liquor is often at high temperature and contains high concentrations of corrosive compounds), and cost-competitive solution.
Conclusion
Evaporation and crystallization processes are currently prevalent in commercial fertilizer production facilities. As fertilizer demand continues to rise and there is decreased availability of low-cost raw materials, new fertilizer production technology is being developed. Evaporation and crystallization also plays an important role in these emerging technologies. To develop these new applications it is often necessary to do development work including research, bench-scale and pilot-scale testing and process development work.