
Water-soluble fertilizers: it's crystal clear!
Crystallization, as a powerful separation technology and production process, is helping the fertilizer industry diversify its product mix, improve profitability and enhance sustainability, as Sana Boulabiar and Matias Navarro, of Veolia Water Technologies North America, explain.
As with most sectors of the economy, the agricultural value chain has been disrupted by the shock of the Covid-19 pandemic. Adding to existing trade tensions, fertilizer producers have been hit by labor shortages, plant closures, logistics delays and bottlenecks. Fertilizer producers have been put to the test during this crisis by having to meet urgent and immediate farming needs. Admirably, producers have stepped up their role in ensuring the flow of essential fertilizers to farmers. Supporting agriculture and food availability and affordability is as vital as ever, particularly in a situation of growing food insecurity.
But as lockdown restrictions ease and transportation and distribution start to return to normality, it will be time to think again about the challenges affecting the fertilizer industry in the long run – namely sustainability, resource-efficiency, and economic and environmental viability.
Priorities will undoubtedly shift. This will be a matter of ‘when’ not ‘if’. Greater clarity of purpose will help unlock the long- term challenges overlooked during the immediacy of crisis. Indeed, in our view, the current lockdown provides a valuable opportunity for repositioning our industry as ‘providers to farmers of the fertilizers of the future’. Those that can deliver on this ambition and mission statement will be in demand once the world economy and agriculture thrives again.
Technology and opportunity
Thanks to crystallization technologies, water-soluble fertilizers can match all of the attributes that precision farmers are looking for: solid products with full solubility and maximum purity.
The crystallization process typically employs a crystallizer unit followed by solid/liquid separation and drying/cooling steps. Crystallization – contrary to other production methods such as granulation, prilling, blending or atomization – is an extremely selective process and a powerful separation tool. It performs two key roles:
- Production of crystals with a controlled size and shape
- Purification to reach very high purity levels – usually 99 weight percent or higher – and thoroughly remove insoluble impurities.
Only crystallization can achieve this degree of purification. Impurities are diluted by extracting a purge stream from the crystallizer. This prevents their co-precipitation with the desired fertilizer crystals. Other process techniques can be combined with the initial crystallization step to further upgrade and purify the product. A second crystallization step, for example, minimizes the waste purge and delivers higher production yields. It also makes it possible to consume lower grade raw materials yet still produce higher value fertilizer products.

Veolia crystallizer units, Dead Sea Works, Israel.
From waste to value
The ability to turn waste into a marketable product is another desirable attribute of crystallization technology. Being able to adapt to different feedstock grades or sources such as waste streams is one of the technology’s greatest advantages. Not only does crystallization help control manufacturing costs, by delivering higher recoveries, it also enhances sustainability through better waste management.
This is most evident in the production of monoammonium phosphate (MAP), the most popular type of water-soluble phosphate fertilizer globally. MAP is produced by adding ammonia to phosphoric acid. Crystallization technologies enable high- value MAP, to be produced using low-grade phosphoric acid as a feedstock. This is beneficial as poor quality acid is typically classed as a waste product with little to no value, unless costly purification steps are carried out
It seems vital that no fertilizer raw materials should go to waste, given their growing scarcity and the energy used in their extraction and recovery. Crystallization makes this possible thanks to its ability to consume waste streams and recycle low-grade feedstocks.
Product diversification
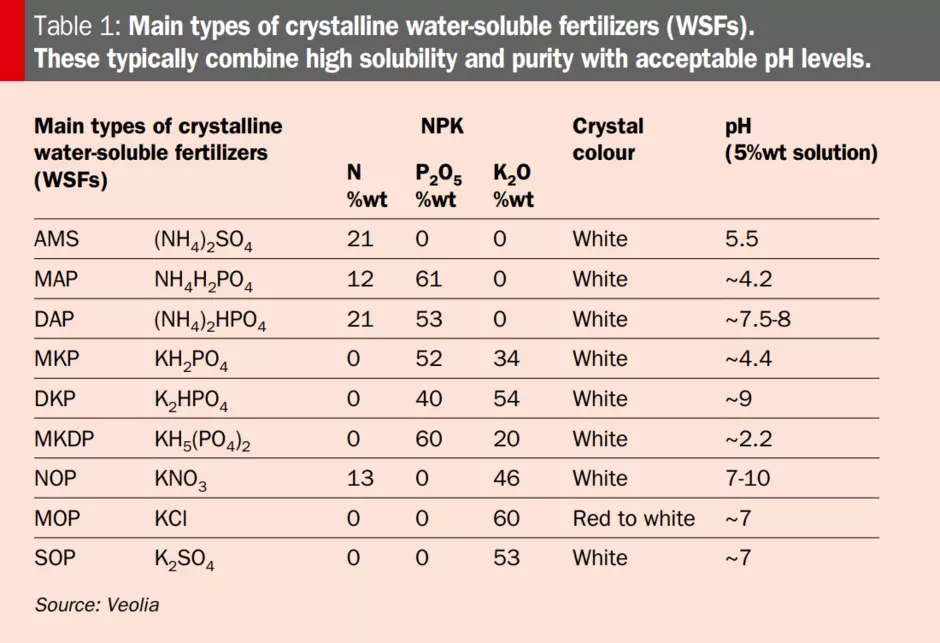
A growing range of specialty fertilizer products has entered the market, enabling farmers to adopt more sustainable management practices. Crystalline water-soluble fertilizers, for example, have very low levels of sodium, chlorine, or heavy metals (Table 1). Because of this, these ‘value-added’ products sell at a premium and can command higher margins compared to conventional commodity fertilizers. The ability to manufacture speciality fertilizers helps producers build a more competitive and resilient product portfolio by bringing to market value-added products with exceptional purity and solubility.
Fertilizer producers, through product differentiation and diversification, can also mitigate their exposure to the cyclical nature of the commodity fertilizer market, and insulate themselves from price volatility and/or market shocks in specific agricultural segments (staples, row crops, etc). Shifting production to water-soluble fertilizers (WSFs) and enhanced efficiency fertilizers (EEFs) also sidesteps the looming regulatory tightening that is expected in response to the environmentally-damaging nutrient losses associated with leaching and runoff.
Production success stories
Alkimia Group is a leading Tunisian chemical company specializing in the production of phosphate salts for industrial applications. The group will soon diversify and benefit from new revenue streams when it commences operation of a new 25,000 t/a capacity monoammonium phosphate (MAP) plant. The new manufacturing line will export this added-value fertilizer product from Gabes, Tunisia, to agricultural growth markets elsewhere in Africa.
Alkimia’s new MAP plant, designed and delivered by Veolia, integrates two crystallization stages with centrifugal separation, drying, cooling, and screening systems. The plant consumes merchant-grade phosphoric acid (MGA, a relatively low-grade acid) and ammonia to produce fully water-soluble, high purity (99 wt % minimum) MAP crystals with very low insoluble content (below 0.2 wt %). The plant design adopted by Alkimia followed a series of laboratory tests carried out by Veolia to simulate and develop the correct process flowsheet.
Potassium sulfate (SOP)
North American crop nutrient and salt producer Compass Minerals needed to expand potassium sulfate (SOP) production at its Ogden plant in Utah in the United States. Veolia successfully integrated its HPD® PIC™ draft tube baffle crystallizer unit into the existing plant. This converts a brine feed containing schoenite into a high-purity SOP product, marketed by Compass as Protassium+®. Veolia simulated and developed the process at its research facility near Chicago before validating the design. Veolia’s installed process, thanks to more efficient recycling, has also enabled Compass Minerals to significantly reduce water consumption, relative to the existing SOP plant.
Darkest before the dawn
Maintaining essential agricultural operations and food supply until the Covid-19 crisis passes is the responsible thing to do. But, as the major market distortions of the pandemic subside, investing in the fertilizer needs of precision drip irrigation (fertigation) will, in our view, hold the key to success in the long run.
If we have to learn one lesson from this whole pandemic, it is the importance of having a secure supply of resources, a diversified product mix and an efficient production system – rather than depending on one single product and one market to drive demand and maintain plant operations.
Many producers are under pressure to reduce their capital investment at present, due to tight funding and the uncertainty of current low prices. But taking advantage of government financial support to upgrade fertilizer production technology, under generous credit payback terms, may be a smart way to invest for the future.
The economic stimulus provided by policymakers leaves the fertilizer industry with a window of opportunity. Especially if producers can capitalize on technology improvements to plug the holes in their product mix and production processes, placing their businesses on a more profitable, resilient and sustainable footing.
If the future of water-soluble fertilizers is crystal clear, the path to this future is not. Crystallization is a delicate, fine-tuned separation process. To be efficient, a deep understanding of chemistry is required to place the most nutrients into each crystal particle. Crystallization systems save producers money because they are designed to make sure that every raw material is upgraded and not wasted. The technology also makes producers more profitable because crystalline fertilizers command higher margins, due to their unmatched purity and solubility, so ensuring a rapid return on the required investment.
Veolia’s HPD® evaporation and crystallization technologies are supporting the global fertilizer industry by enhancing the value of products and optimizing their production economics – thanks to our deep fertilizer crystallization experience, know-how and state-of-the-art research and development capabilities.
Originally published in Fertilizer International, June 2020.