
Innovative Process Solutions for Renewable Fuels and Agri-Products Applications
Production from the renewable fuels industry has become a vital part of the world energy supply. The global demand for alternative fuels has spurred innovation in the production of ethanol and other biofuels from a variety of new sources.
The resulting processes to produce ethanol, biofuels and their associated co-products require the same level of innovation to integrate efficiency into the modern ethanol plant. Through comprehensive testing and piloting capabilities, Veolia Water Solutions & Technologies is able to effectively design processes in evaporation and concentration for corn and other biomass feedstock for the production of renewable fuels.

Energy Savings and Recovery of Process Water

Veolia offers innovations in the processing valuable co-products such as distillers dried grain in the production of ethanol.
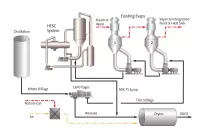
The High Efficiency Stillage Concentration system (HESC) uses proprietary HPD enhanced forced circulation technology that concentrates highly-viscous process streams to levels greater than 50% while minimizing fouling. This technology reduces overall power consumption by reducing duty to conventional water removal equipment that consumes large amounts of natural gas. Unlike standard direct contact drying systems, the HESC system recovers valuable process water normally lost by evaporation into the air.
Ease of Integration with Modular Unit
The modular configuration and stand-alone operation allows for easy integration at an existing facility with minimal expense and little disruption to existing operations. The system may also be driven with waste heat or steam from the plant if the overall plant heat balance shows this to be beneficial.
Design-Build Solutions for Ethanol Evaporation Plants
The new environment in the renewable fuels industry demands efficiency and the use of technology to achieve the best results in an increasingly competitive market. Conventional facility designs may not offer the tailored solutions necessary in today's climate of growing industry innovation and opportunity.
Veolia Water Technologies provides ethanol producers with a total project approach that examines the most efficient methods to reach production and operational objectives.
Our expertise offers producers specialized capabilities in pilot-testing, process design, and project management of evaporation and stillage concentration equipment for the modern ethanol plant.
ABENGOA - ROTTERDAM, NL
The Client's Needs

Abengoa started the first construction phase for its new biofuels plant, located in the Europoort, Rotterdam, in September 2007. The 127 million gallons-per-year capacity plant began operations during the last quarter of 2009.
Prior to construction, Abengoa planned to produce 360,000 tons annually of Distillers Dry Grains with Solubles (DDGS) from this facility that could be sold as animal feed. Wheat would be the primary feedstock, but the facility desired to have the flexibility to use corn depending on market conditions and availability.
Project Description
Corn, and especially wheat, present a challenge for conventional methods of water removal from thin stillage to produce DDGS. The viscosity of the stillage dramatically increases as the concentration factor becomes higher. Falling film evaporators, normally used for initial concentration of the stillage prior to final drying, experience issues when reaching 20-30% total solids (TS). This results in fouling of the heat transfer surfaces with subsequent plugging, frequent cleanings, and system down time.
Abengoa contacted Veolia Water Technologies to discuss alternative process designs that would be a reliable solution to the issues associated with waterremoval from thin stillage. Veolia has several successful evaporator installations in biofuels production facilities in North America and Europe.
Technology Solutions

Though falling film evaporators are an efficient method to remove water, they experience difficulties when they approach higher concentrations due to the viscosity of the syrup, especially with wheat feedstock. In order to overcome this issue, Veolia designed the process to operate the HPD® falling film evaporators at a much lower concentration to prevent fouling.
Veolia proposed the use of proprietary HPD Enhanced High Solids Concentration (EHSC) evaporation technology following the falling film evaporators in order to manage the viscosity and reduce potential fouling of heat transfer surfaces. This would not only provide stable system operation and availability, but also achieve a higher than normal concentration of 35% TS of the syrup that was desired by Abengoa.
The EHSC system design promotes turbulence of the concentrated syrup to minimize scaling of the heat transfer surfaces and consume much less power than standard, forced circulation evaporators. This technology is a proven method of processing highly viscous process streams and has been successfully operated in several biofuels plants in the United States and Europe that use both wheat and corn as feedstock.
Pilot Testing Confirms Design
In order to confirm the design parameters for Abengoa's Rotterdam facility, Veolia conducted a series of tests that included both analytical data and onsite pilot testing using worst case conditions. The feedstock of corn and sorghum stillage was provided from Abengoa's facility in Galicia, Spain. These results would then be compared to previous tests using wheat stillage.
Pilot testing over several days on both corn and sorghum revealed that HPD EHSC evaporation technology could consistently process the stillage up to 45% TS with stable operation with no fouling or scaling of tube surfaces.
Based on this data, it was concluded that the system would have no problems with the specified concentration of 35% TS that would be normal operating conditions for both wheat and corn feedstock.
The Results
Veolia Water Technologies was awarded the design and supply of the stillage concentration system for Abengoa's facility in the Netherlands based on the process design confirmed by analytical and pilot testing.
The system, since startup of the facility, has operated to design parameters, consistently producing 35% TS. No significant fouling has been observed in the HPD® Evaporation units to date.